概述
本标准是中华人民共和国轻工行业标准。
本标准的标准代号为QB/T 2151-2006。
本标准起草单位:北京兴大豪科技开发有限公司、青岛益合电脑控制设备有限公司、北京北方天鸟智能科技股份有限公司、山西经纬纺机集团合力公司三厂、浙江飞鹰缝制设备有限公司、浙江盛名机电制造有限公司、上海市缝纫机研究所。
本标准由中华人民共和国国家发展和改革委员会发布。
本标准于2006-09-14日发布,2007-05-01实施。
本标准自实施之日起,代替原中国轻工总会发布的轻工行业标准QB/T 2151-1995《工业用缝纫机 微机控制刺绣机》。
1 范围
本标准规定了工业用缝纫机电脑控制刺绣机的术语和定义、分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于缝制锁式线迹的工业用缝纫机电脑控制刺绣机(以下简称“刺绣机”)。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191-2000 包装储运图示标志
GB/T 2828.1-2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2829-2002 周期检验计数抽样程序及表
GB 5226.1-2002 机械安全 机械电气设备 第1部分:通用技术条件(idt IEC 60204-1:2000)
GB 5226.4-2005 机械安全 机械电气设备 第31部分:缝纫机、缝制单元和缝制系统的特殊安全和EMC要求(idt IEC 60204-31:2001)
GB/T 5465.2-1996 电气设备用图形符号
GB/T 6835-1997 棉缝纫线
GB/T 6836-1997 涤纶缝纫线
GB 9969.1-1998 工业产品使用说明书 总则
GB/T 16469-1996 缝纫机包装
QB/T 1177-1991 工业用缝纫机 噪声级的测试方法
QB/T 1572-1992 缝纫机零件 电镀通用技术条件
QB/T 2251-1996 缝纫机型号编制规则
QB/T 2505-2000 缝纫机零件发黑技术条件
QB/T 2528-2001 缝纫机涂装技术条件
3 术语和定义
下列术语和定义适用于本标准。
3.1
花样原点 design origin
花样起绣点位置。
3.2
针码 stitch code
花样数据代码,按不同功能分为数据针码、换色针码、结束针码、跳跃针码、越框针码、停针码。
3.3
针杆数 number of needle
单个机头刺绣针杆的数量。
3.4
绣线 embroidery thread
刺绣用的线。
3.5
机头数 number of head
一台完整刺绣机的机头数量。
3.6
机头间距 space between two neighbouring heads
同一台刺绣机两个相邻机头的中心距离。
3.7
绣(断)线检测 thread broken detect
任意机头当前刺绣针杆的绣线用完或断线,系统自动检测并报警显示。
3.8
补绣 darning
刺绣时,某机头当前刺绣针杆的绣线用完或断线后,刺绣机断线检测并报警。绣框从停绣位置按漏绣针数回退后,该机头重新刺绣,其余机头不落针,当该机头刺绣到停绣位置时,其他机头开始自动同步刺绣。
3.9
刺绣范围 embroidery area
单个机头所能刺绣的最大面积(x行程×y行程)。
3.10
跳跃 jump
主轴转,针杆锁在上针位,绣框从当前刺绣点移动到下一刺绣点。
3.11
换色 color change
变换针杆,改变所刺绣花样的颜色。
3.12
越框 over-frame
主轴停在100°位置,绣框从当前刺绣点移动到下一刺绣点。
3.13
低速空走 low-speed idling
正常运行时,主轴停在100°位置,绣框按数据针码一针一针移动。
3.14
高速空走 high-speed idling
正常运行时,主轴停在100°位置,绣框按数据针码累计针数一次移动到位。
3.15
电控系统 electric control system
<缝制机械>用数值数据的控制系统,在运行过程中,不断地引入数值数据,从而实现刺绣过程的自动控制。电控系统的基本组成包括控制器和驱动装置。
3.16
电控箱 control box
<缝制机械>用来安装电控系统元、部件,可以防护某些外来影响和防止任何方向直接触电的壳体。
3.17
保护特低电压 Protective Extra Low Voltage(PELV)
由隔离电源提供额定电压不超过交流25 Va.c.或直流60 Vd.c.的安全电压。
3.18
环境温度 ambient temperature
应用电气设备处的空气或其他介质的温度。
[GB 5226.1-2002,定义3.2]
3.19
直接接触 direct contact
人与带电部分的接触。
注: 改写GB 5226.1-2002,定义3.1。
3.20
外露可导电部分 exposed conductive part
易触及的、平时不带电、但在故障情况下可能带电的电气设备的可导电部分。
[GB 5226.1-2002,定义3.21]
3.21
外部可导电部分 extraneous conductive part
不是电气装置组成部分且易引入电位(通常是地电位)的导电部分。
[GB 5226.1-2002,定义3.22]
3.22
保护接地电路 protective bonding circuit
参与防护接地故障不良后果的完整的保护导线和导体件系统。
[GB 5226.1-2002,定义3.42]
3.23
保护导线 protective conductor
防止电击措施中所需用的一种导线,用于下列部分之间的的电气连接:
――外露可导电部分;
――外部可导电部分;
――总接地端子。
[GB 5226.1-2002,定义3.43]
4 分类
4.1 型式
本机为框架式机体,单个或多个机头配置,凸轮挑线、旋梭勾线,电脑控制实现x-y方向送料,形成锁式线迹,可进行单色或多色刺绣。
4.2 基本参数
基本参数应按下列要求:
a)最高刺绣速度:不小于 750 针/分(针距 4 mm 时);
b)基本数据格式:二进制、三进制;
c)最大针迹距:二进制不大于12.7mm ,三进制不大于12.1mm;
d)针迹分辨率:0.1mm;
e)贮存针迹数:不少于500 000 针;
f)贮存花样数:不小于 99 个;
g)采用机针:Nm 75~Nm110;
h)采用绣线:14.5 tex/2sz 棉缝纫线(按GB/T6835-1997),14.8tex/2sz涤纶缝纫线(按GB/T 6836-1997)或类似绣线。
4.3 工作环境
a)电源电压:220 Va.c./380 Va.c.+10%~-10%(单相或三相);
b)电源频率:(50±1)Hz;
c)环境温度:0℃~40℃;
d)相对湿度:30%~85% (无凝露)。
4.4 产品型号表示方法
按QB/T 2251-1996的规定表示;也可按企业在全国缝纫机标准化中心备案登记的编制细则表示。
5 要求
5.1 外观质量和结构
5.1.1 涂装件表面
涂装件表面应符合QB/T 2528-2001中的5.1 规定。
5.1.2 电镀件表面
电镀件镀层表面应符合QB/T 1572-1992 中的6.1.1 规定。
5.1.3 发黑件表面
发黑件表面应符合QB/T 2505-2000 的3.1 规定。
5.1.4 机头外露件表面
机头外露零、部件及螺钉头部应无毛刺。
5.1.5 塑料件表面
同台同类各塑料件表面应色泽一致,不应有明显缩凹和划伤。
5.1.6 台板表面
台板表面应平整光滑,不应脱胶,无污斑和明显划痕。
5.1.7 电控箱表面
控制箱表面应色泽一致,不应有明显凹痕、擦伤、裂纹和变形。
5.1.8 框架表面
绣框表面应光滑、色泽基本一致,不应划伤和变形。
5.1.9 标志
外露的电气线路和接插件安排应整齐、牢固。电控箱内的接线端子排、保险座、保护接地端子应有明确的标志。标志应牢固、清晰、耐久。
5.1.10 连接和布线
连接和布线应符合下列要求:
――所有连接,尤其是保护接地电路的连接应牢固,没有意外松脱的危险;
――连接方法应与被连接导线的截面积及导线的性质相适应;
――为满足连接、拆卸电缆和电缆束的需要,应提供足够的附加长度;
――只要可能就应将保护导线靠近有关负载的导线安装,以便减少回路阻抗;
――布线通道与导线绝缘接触的锐角、焊碴、毛刺应清除,过孔处应加护口防护;
――没有封闭通道保护的电线、电缆在敷设时应使用PVC绝缘套管或绝缘缠绕带保护。
5.2 机器性能
5.2.1 绣线张力控制
绣线的张力应能调节。
5.2.2 停车精度
停车5次,主轴转角应为100°,重复停车精度允差应为±2.5°。
5.2.3 绣(断)线检测
绣(断)线检测应正确、可靠。
5.2.4 调速
手动调速和自动调速应正确、可靠。
5.3 刺绣性能
5.3.1 普通刺绣
普通刺绣的花样应与输入花样相符,不应浮面线、断针、断线和跳针。
5.3.2 薄料刺绣
薄料刺绣的花样应与输入花样相符,不应浮面线、断针、断线和跳针,缝料不应明显皱缩。
5.3.3 连续刺绣
连续刺绣的花样应与输入花样相符,不应浮面线、断针和跳针,刺绣机的断线次数应不大于总机头数的1/2 次;最多不大于20次,且每个机头断线次数应不大于2次。
注:断线次数不能整除时进位取整。
5.4 运转性能
5.4.1 运转正常
工作时,运转应正常,不应有机件卡轧、零件脱落及松动。
5.4.2 噪声
最高刺绣速度时,噪声声压级应不大于85dB(A)。
5.5 功能要求
5.5.1 花样数据的输入及贮存
通过磁盘或U盘,花样数据的输入及贮存应正确、可靠。
5.5.2 花样数据的输出
电控系统中贮存的花样输出到磁盘或U盘应正确、可靠。
5.5.3 贮存花样针数
贮存花样针数应符合4.2e)要求。
5.5.4 贮存花样个数
贮存花样个数应符合4.2f)要求。
5.5.5 补绣
断线或绣线用完时,刺绣机应能补绣,动作正确。
5.5.6 跳跃
刺绣机跳跃应位置正确、动作可靠
5.5.7 越框
刺绣机越框应位置正确、动作可靠。
5.5.8 自动换色
自动换色10次(具有自动剪线功能的刺绣机应自动剪线)应动作平稳、位置正确。
5.5.9 手动换色
手动换色10次应动作平稳、位置正确。
5.5.10 自动剪线
换色、越框、跳跃或刺绣结束时,刺绣机应能剪断绣线且勾起,缝料正面不应留有线头。
5.5.11 高速空走
高速空走5次应正确、可靠。
5.5.12 低速空走
低速空走5次应正确、可靠。
5.5.13 手动移框
手动移框10次应正确、可靠。
5.5.14 状态显示
刺绣机的显示装置应正确显示当前工作参数和状态。
5.5.15 内存花样的删除
刺绣机应能删除内存中的单个花样或一次性删除内存中所有花样。
5.5.16 断电记忆
刺绣中途断电,当前花样的刺绣进程应保存,通电后应继续刺绣。
5.5.17 返回花样原点
刺绣过程中停车5 次或刺绣结束后,绣框应返回花样原点,动作正确。
5.6 电气安全性能
5.6.1 保护接地
5.6.1.1 保护接地电路
下列部分组成保护接地电路:
――PE端子;
――电气设备和机械的可导电结构部件;
――机械设备上的保护导线。
5.6.1.2 保护导线
保护导线应符合下列要求:
――保护导线全长应采用黄/绿双色组合;
――保护导线应采用铜导线,保护导线的截面积与有关相线截面积的对应关系应符合表1的规定。
表1
|
设备供电相线的截面积S /mm2 |
外部保护导线的最小截面积Sp/mm2 |
|
S≤16 |
S |
|
16<S≤35 |
16 |
|
S>35 |
S /2 |
5.6.1.3 保护导线连接点
保护导线连接点应符合下列要求:
――引入电源点,连接外部保护导线的端子应使用字母标志PE来指明;
――用于连接机械元件(部件)和保护接地电路的端子应使用GB/T5456.2-1996中5019: 标记。
5.6.1.4 保护接地电路的连续性
保护接地电路的连续性应符合GB 5226.1-2002 中8.2.3要求。
5.6.1.5 禁止开关电器接入保护接地电路
禁止开关电器接入保护接地电路应符合GB 5226.1-2002 中8.2.4要求。
5.6.2 绝缘电阻
绝缘电阻应不小于1MΩ 。
5.6.3 耐电压强度
电源输入端和保护接地端之间应经受交流 1 kV(50Hz) 、至少1 s 的耐压试验(工作在或低于PELV 电压的电路除外),试验泄漏电流不大于10 mA ,试验结果应无击穿和飞弧现象。
5.7 附件与备件
每台刺绣机配备的附件和备件应符合产品使用说明书或装箱单的规定。
6 试验方法
6.1 外观质量和结构要求
在正常工作环境下,目测和手检判定,目测距离不小于300mm 。
6.2 机器性能
6.2.1 绣线张力控制
绣线张力调节在刺绣性能试验中进行。
6.2.2 停车精度
全部机头正常刺绣过程中目测判定。
6.2.3 绣(断)线检测
人为造成绣线用完或断线,目测判定。
6.2.4 调速
手动调速,目测刺绣速度应有变化。自动调速,在普通刺绣试验中,目测刺绣速度应有变化。
6.3 刺绣性能
6.3.1 试验前的准备:
a)试验前将机头外表擦净,清理各部位的布屑和污物。按说明书加注润滑油,以最高刺绣速度的80% 运转5min,再按表2规定的试验条件逐项试验;
b)试验前允许调节绣线的张力,但在正式试验时不允许再调节;
c)试验前允许调节压脚压力、绣线张力,并可试缝,但正式试验时不应再调节。
6.3.2 普通缝纫
按表2要求刺绣不小于5000针的花样,目测判定。
6.3.3 薄料缝纫
按表2要求刺绣不小于3000针的花样,目测判定。
6.3.4 连续缝纫
按表2要求,任意选定某一针杆刺绣不小于1 5000针的花样,目测判定。
表2
|
项目 |
试 验 条 件 |
|
采用机针 |
采用绣线 |
采用花样 |
刺绣速度/(针/分) |
试料 |
|
普通刺绣 |
随机
机针 |
针线
14.8tex/2sz涤纶缝纫线
梭线14.5tex/2sz 棉缝纫线 |
一幅花样应有不同长度线迹和跳跃线迹,针数不小于5 000针 |
750 |
中平布加无纺布 |
|
薄料刺绣 |
一幅花样应有不同长度线迹和跳跃,针数不小于3 000针 |
650 |
涤棉布加无纺布 |
|
连续刺绣 |
三幅图案构成的花样,第一图案针数不小于9 000针,第二图案和第三图案的针数分别不小于3 000针。三个图案之间应有相对位置,整个图案不换色 |
650 |
中平布加无纺布 |
6.4 运转性能
6.4.1 运转正常
在刺绣性能试验中耳听、目测判定。
6.4.2 噪声
6.4.2.1 单头刺绣机的噪声试验按QB/T 1177-1991的规定。
6.4.2.2 两头以上(含两头)的刺绣机噪声试验按QB/T 1177-1991的规定进行,测点位置按以下方法确定,取各测点噪声声压级的算术平均值。
6.4.2.2.1 机器包络面为垂直于地面,高度不低于 2 m 并沿机头移动所形成的假想包络面,包络面的俯视图呈矩形。机器外廓个别不发声的突出点可不包容在机器包络面内,机器上高度超过 1.5m 的悬伸件及其他附件,如噪声低于机器最大噪声 10 dB(A)时,则不包容在机器包络面内。
6.4.2.2.2 测量线是距机器包络面 0.5m,距地面 1.5m 且平行于地面的等距线。
6.4.2.2.3 测量线组成的平面十字中心线与测量线的四个交点和最高 A 声级的测点为基本测点。测量 线呈矩形的机器,机器长度(或宽度)大于 1 m 时,应加 4 个角测点,相邻两测点距离不得大于 2 m,否则应增加附加测点,测点应分布均匀。测点位置俯视示意图见图1。
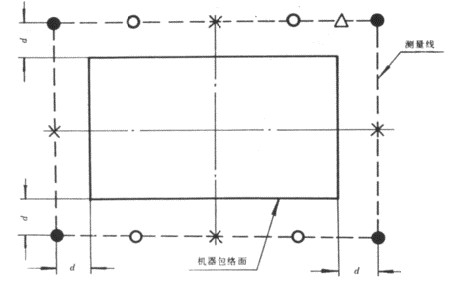
×-基本测点:Δ-最高A声级(测量线上测得最高的A声级的测点,也属基本测点);
●-角测点;○-附加测点;d=0.5m 。
图1
6.5 功能要求
6.5.1 花样数据的输入及贮存
从磁盘或 U 盘读取二进制或三进制花样并刺绣,目测判定。
6.5.2 花样数据的输出
将一幅内存花样输出到磁盘或 U 盘后,再将磁盘或 U 盘中的花样进行刺绣,目测判定。
6.5.3 贮存花样针数
向内存输入若干个完整花样,所有花样针数的累计值加剩余针数的值应符合5.5.3要求,目测判定。
6.5.4 贮存花样个数
向内存输入不大于 500 针的花样,输入花样个数应符合5.5.4要求,目测判定。
6.5.5 补绣
刺绣性能试验中,人为断线后拉杆回退若干针停车,拉杆启动,目测判定。
6.5.6 跳跃
设置跳跃针码、大于12.7mm(二进制)或12.1mm(三进制)针距,刺绣机应跳跃,目测判定。
6.5.7 越框
设置越框针码或另外起点,刺绣机应越框(具有自动剪线功能的刺绣机应自动剪线),目测判定。
6.5.8 自动换色
设置换色针码,目测判定。
6.5.9 手动换色
停车时,通过按键选择机头中的任一针杆为当前刺绣针杆进行刺绣,目测判定。
6.5.10 自动剪线
按剪线测试花样进行刺绣,目测判定。
6.5.11 高速空走
刺绣时,使针杆和绣框不动,拉杆起绣,针数向前或向后累计空走至少 200 针后拉杆停车,绣框移到当前针数对应的位置并停止,目测判定。
6.5.12 低速空走
刺绣时,使针杆不动,拉杆起绣,针数向前或向后一针一针空走至少 50 针后拉杆停车,绣框移到当前针数对应的位置并停止,目测判定。
6.5.13 手动移框
停车时,通过按键使绣框在允许的移框行程范围内移动至任意位置,目测判定。
6.5.14 状态显示
在整个试验过程中,目测判定。
6.5.15 内存花样的删除
删除单个花样数据或全部花样数据,目测剩余内存的增加花样针数应等于删除花样针数。
6.5.16 断电记忆
刺绣过程中人为切断电源 3 min后,再接通并继续刺绣,目测判定。
6.5.17 返回花样原点
刺绣过程中的任意停车,进行返回花样原点试验。手动移框至任意位置后,进行返回花样原点试验,目测判定。
6.6 电气安全性能
6.6.1 保护接地
按以下方法进行保护接地试验:
―― 目测判定5.6.1.1、5.6.1.2、5.6.1.3、5.6.1.5;
―― 用接地电阻检测仪按GB 5226.1-2002 中 19.2 要求,对5.6.1.4 进行试验。
6.6.2 绝缘电阻
将电源开关置于接通位置(不要接入电网),按GB 5226.1-2002 中 19.3 和GB 5226.4-2005 中20.3 要求进行。
6.6.3 耐电压强度
将电源开关置于接通位置(不要接入电网),按GB 5226.1-2002 中 19.4 和GB 5226.4-2005 中20.4 要求进行。
6.7 附件与备件
按产品使用说明书或装箱单逐项点数检查,符合规定数。
7 检验规则
7.1 出厂条件
产品应经质量检验部门检验合格并附有检验合格证。
7.2 功能要求
在进行抽检项目前,本标准规定的功能要求应全检合格。
7.3 检验分类
产品检验分出厂检验和型式检验。
7.3.1 出厂检验
产品交货时,收货方有权按本标准规定的出厂检验项目进行验收。
7.3.2 型式检验
有下列情况之一,应进行型式检验。
――新产品或老产品转产生产的试制定型鉴定;
――正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
――正常生产一年应周期性进行一次检验;
――产品停产一年以上,恢复生产时;
――出厂检验结果与上次型式检验有较大差异时;
――上级质量监督机构提出进行型式检验的要求时。
7.3.3 不合格分类及检验分类
不合格分类及检验分类见表 3。
表3
|
序号 |
检验项目 |
要求 |
试验方法 |
不合格分类 |
检验分类 |
|
A |
B |
C |
出厂 |
型式 |
|
1 |
外观
质量
和结
构 |
涂装件表面 |
5.1.1 |
6.1 |
|
|
√ |
√ |
√ |
|
2 |
电镀件表面 |
5.1.2 |
|
|
√ |
|
3 |
发黑件表面 |
5.1.3 |
|
|
√ |
|
4 |
机头外露件表面 |
5.1.4 |
|
|
√ |
|
5 |
塑料件表面 |
5.1.5 |
|
|
√ |
|
6 |
台板表面 |
5.1.6 |
|
|
√ |
|
7 |
电控箱表面 |
5.1.7 |
|
|
√ |
|
8 |
框架表面 |
5.1.8 |
|
|
√ |
|
9 |
标志 |
5.1.9 |
|
|
√ |
|
10 |
连接和布线 |
5.1.10 |
|
|
√ |
|
11 |
机器
性能 |
绣线张力控制 |
5.2.1 |
6.2.1 |
|
|
√ |
√ |
|
12 |
停车精度 |
5.2.2 |
6.2.2 |
|
√ |
|
√ |
|
13 |
绣(断)线检测 |
5.2.3 |
6.2.3 |
|
√ |
|
√ |
|
14 |
调速 |
5.2.4 |
6.2.4 |
|
√ |
|
√ |
|
15 |
缝纫
性能 |
普通刺绣 |
5.3.1 |
6.3.1 |
√ |
|
|
√ |
√ |
|
16 |
薄料刺绣 |
5.3.2 |
6.3.2 |
|
√ |
|
√ |
|
17 |
连续刺绣 |
5.3.3 |
6.3.3 |
|
√ |
|
√ |
|
18 |
运转
性能 |
运转正常 |
5.4.1 |
6.4.1 |
|
|
√ |
√ |
√ |
|
19 |
噪声 |
5.4.2 |
6.4.2 |
|
√ |
|
|
|
20 |
电气
安全
性能 |
保护接地 |
5.6.1 |
6.6.1 |
√ |
|
|
√ |
|
21 |
绝缘电阻 |
5.6.2 |
6.6.2 |
√ |
|
|
√ |
|
22 |
耐电压强度 |
5.6.3 |
6.6.3 |
√ |
|
|
√ |
|
23 |
附件及备件 |
5.7 |
6.7 |
|
|
√ |
√ |
|
24 |
功能
要求 |
花样数据的输入及贮存 |
5.5.1 |
6.6.1 |
|
|
|
√ |
√ |
|
花样数据的输出 |
5.5.2 |
6.6.2 |
|
|
|
√ |
|
贮存花样针数 |
5.5.3 |
6.6.3 |
|
|
|
√ |
|
贮存花样个数 |
5.5.4 |
6.6.4 |
|
|
|
√ |
|
补绣 |
5.5.5 |
6.6.5 |
|
|
|
√ |
|
跳跃 |
5.5.6 |
6.6.6 |
|
|
|
√ |
|
越框 |
5.5.7 |
6.6.7 |
|
|
|
√ |
|
自动换色 |
5.5.8 |
6.6.8 |
|
|
|
√ |
|
手动换色 |
5.5.9 |
6.6.9 |
|
|
|
√ |
|
自动剪线 |
5.5.10 |
6.6.10 |
|
|
|
√ |
|
高速空走 |
5.5.11 |
6.6.11 |
|
|
|
√ |
|
低速空走 |
5.5.12 |
6.6.12 |
|
|
|
√ |
|
手动移框 |
5.5.13 |
6.6.13 |
|
|
|
√ |
|
状态显示 |
5.5.14 |
6.6.14 |
|
|
|
√ |
|
内存花样的删除 |
5.5.15 |
6.6.15 |
|
|
|
√ |
|
断电记忆 |
5.5.16 |
6.6.16 |
|
|
|
√ |
|
返回花样原点 |
5.5.17 |
6.6.17 |
|
|
|
√ |
7.4 出厂检验规则
7.4.1 样本的抽取
样本应从提交检查批中随机抽取。
7.4.2 抽样方案及严格度
正常检验一次抽样方案见表 4。检验严格度的确定按 GB/T 2828.1-2003中第 9 章的规定执行。
7.4.3 可接收性的确定
根据样本检查的结果,若在样本中发现的 A 类的不合格品数和 B、 C 类的不合格数,分别不大于对应的接收数(Ac),则判定该检查批是可接收的。若在样本中发现的 A类的不合格品数和 B、C 类不合格数有一类不小于对应的拒收数(Re),则判定该检查批是不可接收的。
7.4.4 不接收批的处置
不接收批的处置应按GB/T 2828.1-2003中的7.2规定执行。
表4
|
检验水平 |
Ⅰ |
|
抽样方案 |
正常检验一次抽样 |
|
不合格类别 |
A |
B |
C |
|
样本单位检验项目 |
4 |
5 |
13 |
|
接收质量限(AQL) |
4.0 |
25 |
65 |
|
批量 |
样本量字码 |
样本量 |
Ac Re |
Ac Re |
Ac Re |
|
2~15 |
A |
2 |
↓ |
1 2 |
3 4 |
|
16~25 |
B |
3 |
0 1 |
2 3 |
6 6 |
|
26~90 |
C |
6 |
↑ |
3 4 |
7 8 |
|
注1:样本单位为每台刺绣机。
注2:A类的Ac、Re以不合格品计,B、C类的Ac、Re以不合格数计。
注3:表中箭头的使用方法见GB/T 2828.1-2003中的10.3。 |
7.5 型式检验规则
7.5.1 样本的抽取
样本应从本周期制造的并经检验合格的某个批或若干批中抽取,并要保证所得到的样本能代表本周期的制造技术水平。
7.5.2 抽样方案
型式检验的一次抽样方案见表 5。
表5
|
判别水平 |
Ⅱ |
|
抽样方案 |
一次抽样 |
|
不合格分类 |
A |
B |
C |
|
样本单位检验项数 |
4 |
6 |
13 |
|
不合格质量水平(RQL) |
65 |
120 |
250 |
|
样本量 |
Ac Re |
Ac Re |
Ac Re |
|
2 |
0 1 |
1 2 |
4 5 |
|
注 1:样本单位以每台刺绣机。
注 2:A类的Ac、Re以不合格品计,B、C类的Ac、Re以不合格数计。 |
7.5.3 型式检验合格或不合格的判断
根据样本检查的结果,若在样本中发现的 A 类的不合格品数和 B 、C 类的不合格数,分别不大于对应的合格判定数(Ac),则判定该型式检验为合格。若在样本中发现的 A 类的不合格品数和 B、C 类的不合格数有一类不小于对应的不合格判定数(Re),则判定该型式检验为不合格。
7.5.4 型式检验后的处置
型式检验后的处置,按 GB/T 2829-2002 中 5.12 的规定执行。
8 标志、包装、运输、贮存
8.1 标志
8.1.1 机头标志
产品标志应有下列内容:
a)产品型号;
b)商标;
c)安全警示标志;
d)额定电压(V);
e)额定频率(Hz);
f)额定功率(W);
g)制造商名称;
h)制造日期或编号。
8.1.2 产品标准标志
产品或者其包装上应注明采用的产品标准编号。
8.1.3 外包装储运标志
按GB/T 191-2000的规定,应有下列储运标志:
a)怕雨;
b)向上;
c)易碎物品;
d)由此吊起。
8.2 产品使用说明书
产品使用说明书应符合GB 9969.1-1998的规定。
8.3 包装、运输、贮存
应符合GB/T 16469-1996的规定。 |
